The hour-markers on this Greubel Forsey model are made of nickel and applied to a sapphire ring using galvanic growth.
Behind the luxurious image of watches, these objects remain the product of an industrial manufacturing process. Even if many steps in this journey involve hand craftsmanship, timepieces go from the raw metal stage to that of the finished object by means of machines. The latter stamp, cut out, refine, shape and distort the material to endow it with its function. While there is admittedly nothing glamorous about this particular field, it is an absolutely fundamental phase in that it determines the price of a watch, its quality and its longevity, thereby making it truly crucial. As in all areas, it is moving towards greater reliability, speed and productivity. After having taken its place in workshops in the 1990s and the first decade of the 21st century, computer numerically controlled machines have embarked on a second revolution even more discreet than the first. These days they manufacture without direct contact with the material.
Micro-electric band saws
Machine tools, profile-turning machines and swages have several limitations. The first is their brutality. When a cutting tool is used, it distorts the material that then takes time to return to normal. To accelerate this process, some are annealed, or in other words, heated to relax them again. Following this, they are then trued to ensure their correct shape. These lengthy operations primarily concern cases, solid components that undergo extensive treatments. The second limitation is the size of the parts. The development of sophisticated complications on the one hand and the need for reliability on the other mean that the most delicate components are not cut, but instead blanked using a wire-cut electrical discharge machine (EDM), a type of super-thin band saw that uses electricity instead of a sharp edge. But even this has its physical limitations. To produce complicated parts, watchmaking now has three new tools at its disposal.
Laser beams
Blanking remains the most important manufacturing operation. Nothing beats laser for achieving this contact-free. For critical, delicate components like pallet-levers, balance wheels or springs, laser beams pierce and cut out the material without either touching or distorting it. But machining requirements go beyond this. Once the part has been produced, its geometry must be further refined. Certain escape-wheels feature teeth with a special profile, filed on all sides. Laser is the only option suitable for cutting a one-micron bevel at the tip of these microscopic, fragile excrescences, with the added advantage of being quick and reducing production time.

A laser cutting tool serves to refine the geometry and thus the effiicency of the Strutec escapement by Leroy.
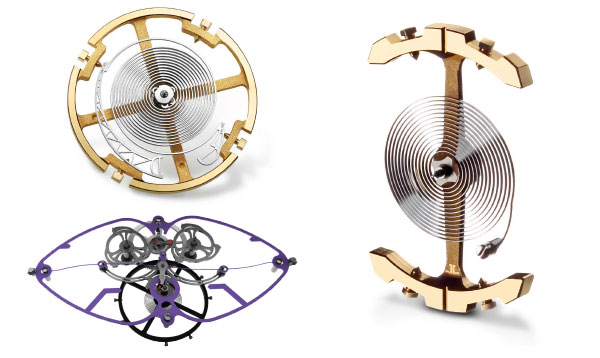
The teeth of this transparent, rotating sapphire crystal disk are made using LIGA technology, which makes it possible to create a model such as the Rotonde de Cartier Mysterious Hours.
A Laurent Ferrier pallet-lever: silicon is the only material enabling the creation of such slim shapes and volumes.
The Rolex Chronergy escapement is made from nickel using LIGA technology.
Atomic stacking
Because shaping rather than distorting is sometimes required, the material can be stacked rather than removed. Galvanic growth amasses nickel atoms on a base or substrate with the desired shape. The pieces are shaped at the atomic level and as this scale is both miniscule and slow, it involves layers of around 0.1 mm. Generally speaking, they are used on sapphire crystal components such as dials for applying inscriptions or hour-markers.
Ion gun
LIGA is a fierce-sounding acronym for a technology that is highly accurate and effective. Derived from micro-processor manufacturing laboratories, it involves drawing a shape on a wafer of pure silicon. After this a plasma flux (a sort of stream of atoms) modifies the structure of the line drawn and erases it. The component is thus etched like a deep engraving. It emerges from this process clean, smooth and perfect. This technique enables the creation of stacks with complex shapes and real volumes. Every single silicon component used in a watch is shaped in this way, whether pallet-levers, escape-wheels, balance-springs or springs. To take advantage of silicon, it must not be touched. It is extremely brittle and can only be worked using the delicacy of a flow of ions.